



Electroluminescence (EL) is an electrical and optical phenomenon in which a material emits light in response to a passage of an electric current or to a strong electric field. Onsite EL Imaging is performed after evening twilight so that IR from the Sun does not affect IR luminescence from the module. This technology is used to test the solar modules for inherent defects like micro-crack, soldering defects, debris or even to detect an inactive string inside a solar module. EL Imaging is becoming more and more important for quality testing as the defects can be severe and are invisible to the naked eyes.
PV Diagnostics has developed a mechanism for on-field EL testing, in which EL images can be taken for a module without unmounting it from the structures. We have observed multiple damages in modules onsite through EL Imaging. In this article, we have tried to share some of these damages, which are not visible with bare eyes.
1. Micro-cracks
Cracks can occur in crystalline silicon solar cells when subjected to pressure/stress above a certain limit. These cracks can result in a reduction in the power of a panel in the long run. It also reduces the longevity of the panel. These cracks can be caused by poor handling of modules during assembly, transportation of modules or the installation process if not handled properly.


2. Soldering Defects
The thermal contact between the busbar and ribbon is one of the most significant aspects of the soldering process. For optimal heat transfer, the surfaces have to be designed for an efficient thermal connection. If busbars are not smooth or flat, additional thermal resistance is created, as a result of which soldering temperature may be raised. High soldering temperatures are the main reason for busbar silver dissolution and silicon damages with short and long-term module degradation. These defects look greyish in color because very little current passes through these areas. These types of defects can hardly be investigated with non-destructive tools and therefore EL Imaging proves to be a boon to identify this fault.

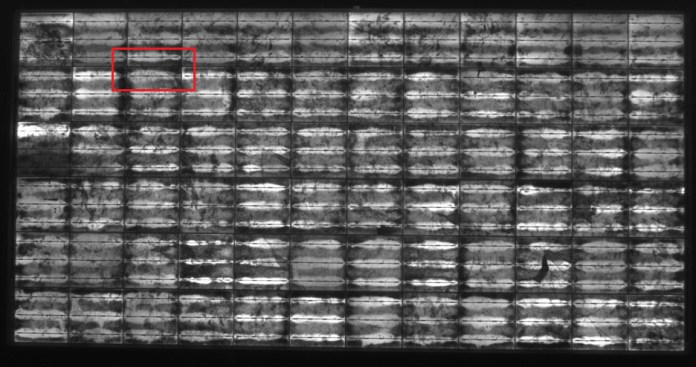
3. Finger interruptions
Fingers are screen printed connections between the busbars. Finger interruptions occur during the manufacturing of screen-printed solar modules and cells. Due to this interruption, the effective series resistance of a cell increases and therefore its power output decreases. You can clearly see the interruptions as horizontal stripes in EL images (circled with red marks)

4. Snail Trails
Snail trails are discoloration seen in the solar panels, usually after a few years of field exposure. Moisture can enter the back sheet and diffuse on the cell surface, often due to cell level cracks. The silver from the grid contact fingers may get dissolved because of which silver ion migrates to EVA (Ethyl Vinyl Acetate) foil encapsulation and can set in the snail trail formation showing a typical brownish color. It is seen in EL images as random snail type lines and hence the name.
Against the contrary belief, snail trails are not just a visual defect but can also lead to power loss since they are caused by cell cracks.

Note: The EL image shows that this module also has high levels of busbar corrosion.
5. Moisture Ingression
In photovoltaic devices, encapsulant material (EVA) is used for mechanical support, electrical isolation and protection against corrosion. During long-term exposure to environmental stress, this EVA layer starts degrading and the ingress of water into the module starts decreasing the performance of the module. The reason behind this is as moisture starts penetrating inside a module, it can condense and increase the corrosion rate.
Since these defects occur inside the modules, they are not easily visible and we need EL Imaging to identify this defect. These can be seen starting from the cell edges as shown below.
6. Solder flux interaction with bus bars
For soldering cells in series for a module, flux is sprayed on top and bottom of bus bars to ensure reliable solder joints by preventing oxidation and improving the flow of the molten solder material This solder flux has chemicals like hydrochloric acid, zinc chloride or rosin and can react with fingers and cause corrosion, if not sprayed properly.

7. Potential Induced Degradation (PID)
PID can occur when the module’s voltage and leakage current drive ion mobility within the module between the semiconductor material and other elements of the module (glass, mount, and frame), thus causing the module to degrade. PID reduces both the module’s maximum power point (MPP) and its open-circuit voltage (Voc) along with a reduction in shunt resistance. EL image of a PID affected cells appears black in color because the affected areas are shunted and therefore no current passes through these areas.

In summary, EL Imaging has made solar modules diagnostics much easier than ever before and it proves that with the right technology in hand, the solar industry can achieve better results in much lesser time and energy.
Source: PV Diagnostics
Discover more from SolarQuarter
Subscribe to get the latest posts sent to your email.













")

{kind=link}